
TURKIET DISTRIBUTÖR:
Skicka feedback
Release Paper Guide: Ultra Matt till Semi-Gloss Explained
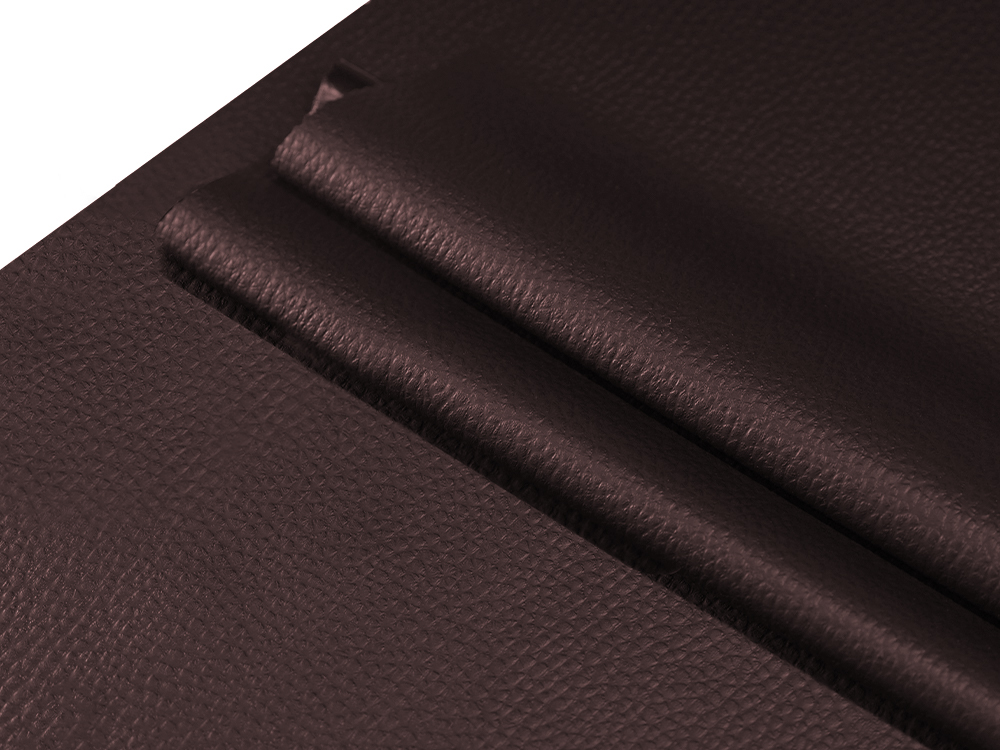
Släpp papper är silikonbelagda bärarsubstrat som används för att skydda självhäftande ytor och ge specifika texturer eller ytbehandlingar till material som gjuts mot dem — och släppningspapprets glansnivå bestämmer direkt ytutseendet på slutprodukten. Ultramatt släpppapper ger den plattaste, mest ljusabsorberande finishen; matt släpppapper ger en ren yta med låg glans; halvmatt släpppapper ger en subtil reflektans i mellanområdet; och halvblankt släpppapper ger en märkbar glans utan att nå fulla spegelblanka nivåer. Att välja rätt kvalitet är inte bara ett estetiskt beslut - det påverkar den haptiska uppfattningen, den vidhäftande släppkraften och slutproduktens kvalitet i syntetiskt läder, etiketter, grafiska filmer och komposittillverkning.
Vad är releasepapper och hur glansnivån definieras
Släpppapper är ett baspapper eller filmsubstrat belagt på ena eller båda sidorna med ett silikonsläppmedel. Silikonskiktet förhindrar att lim, polyuretan (PU), PVC eller hartssystem som gjuts på det permanent binder sig - vilket möjliggör ren separation när det gjutna materialet har härdat eller torkat. Utöver sin funktionella släppfunktion överförs topografin på den silikonbelagda ytan direkt till materialet som gjuts mot den, vilket gör släpppapperet till ett textur- och finishverktyg lika mycket som ett processhjälpmedel.
Glansnivån mäts med hjälp av en glansmätare i en standardvinkel - vanligtvis 60° geometri enligt ISO 2813 eller ASTM D523 — och uttryckt i glansenheter (GU). Som en praktisk referensskala:
- Ultra matt: under 2 GU vid 60°
- Matt: cirka 2–10 GU vid 60°
- Halvmatt: cirka 10–35 GU vid 60°
- Halvblank: cirka 35–70 GU vid 60°
- Högglans/spegel: över 70 GU vid 60°
Eftersom släpppappersytan är omvänt överfört till det gjutna materialet ger ett matt släpppapper en matt finish på produkten och ett halvblankt släpppapper ger en halvblank produktyta. Denna omvända replikeringsprincip innebär att val av släpppapper är den primära processkontrollen för ytfinishspecifikation vid tillverkning av gjutfilm och syntetiskt läder.
Ultra Matt Release Paper: Maximal planhet och taktil mjukhet
Ultramatt släpppapper är konstruerat för att producera lägsta möjliga ytreflektans på den färdiga produkten - vanligtvis under 2 GU uppmätt vid 60° . För att uppnå detta krävs en noggrant kontrollerad silikonbeläggning som appliceras på ett baspapper med avsiktlig mikroskopisk ytjämnhet, vilket skapar en tätt strukturerad mikrotopografi som sprider infallande ljus i alla riktningar istället för att reflektera det speglande.
Ytstruktur och tillverkning
Ultramatta ytor uppnås vanligtvis genom att inkorporera fina mineralfyllmedel (kiseldioxid, kaolin eller kalciumkarbonat) i beläggningsformuleringen, eller genom att släppa papperet med ett mycket fint, diffust texturmönster innan silikonapplicering. Den resulterande ytan har en Ra (genomsnittlig grovhet) värde ofta i intervallet 3,0 µm till 8,0 µm , jämfört med 0,1 µm till 0,5 µm för ett högblankt släppskikt. Denna strävhet är det som bryter upp spegelreflektion och överför ett platt, sammetslent utseende till det gjutna materialet.
Primära applikationer
- Premium bilinteriörer: Dashboardkåpor, dörrpanelytor och rattlindningar i PU eller PVC där ultralåg glans är specificerad för att minimera störande reflektioner för föraren. Många OEM-bilinteriörspecifikationer kräver glansvärden under 1,5 GU, vilket endast ultramatta släppapper konsekvent kan leverera.
- Lyxigt mode och accessoarer: Handväskor, överdelar av skor och små lädervaror i syntetiska material där en matt, premium taktil upplevelse är ett varumärkeskrav.
- Möbelklädsel: Soff- och stolsöverdrag där platt finish är att föredra för modern inredningsestetik.
- Skyddande och dekorativa filmer: Självhäftande filmer applicerade på elektronik eller apparatytor där anti-fingeravtryck och anti-bländande egenskaper värdesätts.
Praktiska överväganden
Den höga ytråheten hos ultramatta släpppapper innebär att PU- eller PVC-blandningar måste ha tillräcklig flödesviskositet för att helt blöta och återskapa den fina strukturen. Beläggningar med mycket låg viskositet kan slå samman ojämnt, medan system med mycket hög viskositet kanske inte helt penetrerar texturdalarna, vilket resulterar i inkonsekvent glanslikformighet över banan. Processingenjörer kör vanligtvis reologiförsök vid övergång till ultramatta kvaliteter.
Matt releasepapper: The Workhorse Finish Grade
Matt releasepapper är den mest använda finishkvaliteten vid tillverkning av syntetiskt läder och tryckkänsliga etiketter. Med en ytglans typiskt i 2–10 GU intervall vid 60° , den ger en ren, icke-reflekterande finish som läses som naturlig och diskret – som liknar ytan på äkta läder av hög kvalitet eller premiumpapper.
Konstruktion och beläggning
Matt releasepapper är konstruerade på antingen glasin, superkalandrerad kraft (SCK), polyetenbelagd kraft (PE kraft) eller lerbelagd pappersbas beroende på applikation. Silikonbeläggningens vikt är typiskt 0,8 g/m² till 1,5 g/m² på släppsidan, applicerad med lösningsmedel, lösningsmedelsfria eller emulsionssilikonsystem och härdade termiskt eller med UV. Baspapprets inneboende ytjämnhet och silikonsammansättningen bestämmer tillsammans den slutliga glansnivån.
Viktiga tillämpningsområden
- Tryckkänsliga etiketter: Den enskilt största slutmarknaden för matt släpppapper. Den platta, lågblanka linerytan tillåter tydlig utskrift av varierande data (streckkoder, partinummer) på etikettens yta utan visuella störningar från liner-show-through.
- Syntetiskt läder för kläder och accessoarer: Jackor, bälten, plånböcker och skor där ett naturligt läderutseende är målet.
- Grafisk konst och skyddande överlaminat: Matt lamineringsfilm som används över tryckta material för att minska bländning och förbättra läsbarheten.
- Medicinska och hygieniska produktfoder: Sårförband, kirurgiska draperier och depotplåster där en ren, förutsägbar frisättning med låg avdragningskraft krävs.
Halvmatt släpppapper: Balanserad finish för mångsidiga applikationer
Halvmatt släpppapper upptar mitten av finishspektrumet - producerar ytor i 10–35 GU intervall vid 60° som har en subtil ljusstyrka utan att verka glänsande. Denna balanserade finish är särskilt uppskattad där produkten ska se både raffinerad och hållbar ut, eller där applikationen växlar mellan inre och yttre synlighet.
Hur halvmatt uppnås
Halvmatta släpppapper framställs genom att noggrant balansera bassubstratets jämnhet med kontrollerade fyllmedelsnivåer i silikon- eller förbeläggningsskiktet. Till skillnad från ultramatta papper där grovheten är maximerad, använder halvmatta papper en slätare bas (ofta superkalandrerad eller lätt lerbelagd) och en måttlig kiseldioxidbelastning i beläggningen för att uppnå en Ra ytråhet typiskt mellan 0,8 µm och 2,5 µm . Det här sortimentet är tillräckligt jämnt för att ge en jämn, lätt lysande yta men tillräckligt grov för att undvika speglande höjdpunkter.
Där halvmatt släpppapper specificeras
- Sportartiklar och skor: Atletisk skoöverdel och sportväska material där en subtil glans signalerar prestationsmaterialkaraktär utan att se dekorativ ut.
- Kontorsmöbler och väggpaneler: Dekorativa PVC-laminat för arbetsstationsytor och skiljeväggar där en yta med låg glans minskar visuell trötthet under kontorsbelysning.
- Golv och väggbeklädnader: Vinylgolvplattor och dekorativa väggfilmer där en lätt glans underlättar rengöringen utan att verka hala eller alltför reflekterande.
- Komposit prepreg material: Vid tillverkning av fiberförstärkt polymer (FRP) används halvmatta släppfilmer för att producera kompositpaneler med en kontrollerad, enhetlig ytfinish för ytterligare målning eller limning.
Halvblankt släpppapper: synlig glans med praktisk mångsidighet
Halvblankt släpppapper ger en märkbart reflekterande yta - vanligtvis 35–70 GU vid 60° — som ger färdiga produkter ett polerat, förstklassigt utseende samtidigt som det inte är helt spegelblankt i högblanka kvaliteter. Den halvblanka finishen är allmänt förknippad med kvalitet i produktkategorier, från tryckta etiketter till modeaccessoarer.
Ytstruktur och replikeringsprecision
För att uppnå konsekvent halvblank ytöverföring krävs ett mycket jämnt bassubstrat - vanligtvis ett mycket kalandrerat eller filmlaminerat papper - med en silikonbeläggning applicerad med noggrant kontrollerad beläggningsvikt och viskositet. Ytjämnhet ligger inom intervallet Ra 0,2 µm till 0,8 µm . På denna nivå av jämnhet har mindre variationer i silikonbeläggningens vikt eller härdningsförhållanden en synlig inverkan på glansens enhetlighet, så tillverkning av halvblankt och glanssläppande papper kräver strängare processkontroll än matta kvaliteter.
Primär användning av halvblankt släpppapper
- Premiumetiketter och förpackningsfoder: Etiketter för livsmedelsförpackningar, dekaler för kosmetiska produkter och farmaceutisk märkning där etikettens framsida drar nytta av högkvalitativ utskriftskontrast mot en slät, ren lineryta.
- Högklassigt syntetiskt läder för mode: Handväska exteriörer, skotåhättor och bältesytor i PU där ett polerat, lyxigt utseende är varumärkets signatur.
- Dekorativa överföringsfilmer: Varmpräglingsfolier och dekorativa överföringsapplikationer i hemelektronik, kosmetikaförpackningar och pappersvaror där en halvblank bakgrund förstärker tryckt metallisk eller färggrafik.
- Arkitektoniska och inredningsdekorativa laminat: Skåpdörrsfolier och inslagningsfilmer för dekorativa möbler där en halvblank finish specificeras för en modern köks- eller badrumsestetik.
Jämförelse sida vid sida av alla fyra releasepapperskvaliteter
| Egendom | Ultra Matt | Matt | Halvmatt | Halvblank |
|---|---|---|---|---|
| Glansnivå (60°) | < 2 GU | 2–10 GU | 10–35 GU | 35–70 GU |
| Ytjämnhet (Ra) | 3,0–8,0 µm | 1,5–3,5 µm | 0,8–2,5 µm | 0,2–0,8 µm |
| Visuell effekt på produkten | Platt, sammetslen, anti-bländande | Ren, naturlig, låg glans | Subtil ljusstyrka | Märkbar glans, polerad |
| Taktil känsla | Mjuk, torr, premium | Smidig, naturlig | Slät, något slät | Snygg, blank hand |
| Efterfrågan på processkontroll | Måttlig | Måttlig | Måttlig–High | Hög |
| Typiska industrier | Bilindustri, lyxmode | Etiketter, kläder, medicinska | Sportartiklar, golv | Mode, förpackning, inredning |
Hur frigöringskraften förhåller sig till glansgraden
Utöver det estetiska har glanskvaliteten en mätbar effekt på släppkraften - den skalningskraft som krävs för att separera det härdade eller torkade materialet från släpppapperet. Detta förhållande uppstår från kontaktytan mellan den vidhäftande eller gjutna filmen och släppytan: en jämnare (högre glans) yta har en större kontaktyta per enhet av skenbar yta, vilket ökar molekylär vidhäftning och kräver därför något högre avdragningskraft.
Rent praktiskt, ultramatta släppningspapper uppvisar vanligtvis 10–25 % lägre släppkraft än halvblanka papper med motsvarande silikonkemi vid samma limsystem, eftersom den grova ytan minskar den verkliga kontaktytan. För höghastighetsutmatning av etiketter eller automatiska avdragnings-och-appliceringsprocesser är denna skillnad i frigöringskraft en meningsfull processparameter – lägre frigöringskraft minskar risken för etikettförvrängning eller att limet spricker under dispensering.
Välja rätt släpppappersklass: Beslutskriterier
När du anger en releasepappersklass för en ny applikation, utvärdera följande faktorer:
- Målglansspecifikation för den färdiga produkten: Skaffa det GU-värde som krävs av produktdesignspecifikationen eller kundstandarden och välj sedan den frisläppande papperskvaliteten vars överförda glans matchar - kom ihåg att papperets egen glans är det omvända till produktglansen som det producerar.
- Beläggningssystemets viskositet och bearbetningstemperatur: Mycket grova ultramatta papper kräver beläggningar med lägre viskositet för att uppnå full texturreplikering. Bekräfta kompatibilitet med dina parametrar för PU-, PVC- eller limbeläggningslinje.
- Antal passeringar eller återanvändningscykler: Matt och ultramatta släppapper tolererar i allmänhet fler återanvändningscykler än halvblanka kvaliteter eftersom ytskador på en grov textur är mindre synliga. Halvblanka papper uppvisar lättare repor och slitage.
- Krav på släppkraft för nedströmsprocessen: Ange ett papper med lägsta acceptabla frigöringskraft för automatiserad dispensering eller snabbavdragning – vanligtvis en ultramatt eller matt kvalitet med ett premium silikonsystem med låg frisättning.
- Miljö- och lagkrav: Bekräfta om lösningsmedelsfritt silikon eller livsmedelskompatibla kvaliteter krävs för din slutmarknad, särskilt för medicinska, livsmedelsförpackningar eller leksakstillämpningar.
Kontakta oss gärna nu!
Vi förser kunder med hållbara och miljövänliga pappersprodukter och -tjänster.


-

-
 INDIEN DISTRIBUTÖR:
INDIEN DISTRIBUTÖR: -
 ITALIEN DISTRIBUTÖR:
ITALIEN DISTRIBUTÖR: -
 PAKISTAN DISTRIBUTÖR:
PAKISTAN DISTRIBUTÖR:
Upphovsrätt © Anhui Honghuan New Material Technology Co., Ltd. Rights Reserved.
